
3顿プリンターとは何か?
「デジタルの息吹、物质の舞台へ」
3D プリンターとは、3次元(Three Dimension)の設計データを基に、材料の層を積み重ね、硬化?焼結といった工程により、立体造形物を出力する装置を指す。Rapid Fabricationなど様々な呼び方がされていたが、2009年にASTM InternationalにおいてAdditive Manufacturingという用語が正式に定義された。
3顿プリンターが登場する前の立体造形物を製造する方法は、金型を用いた成型加工と工作機械を用いた切削加工が主流であった。これらの製造方法は現在でも主流であるが、成型加工は金型製作の時間と保管費用が、切削加工は部位によって適した材料を単一の部品では使えない、といった課題があった。こうした課題に対して3顿プリンターは、設計データから直接作るため、金型が不要で、且つ在庫を持たずオンデマンドでどこでも生産でき、部位ごとに適切な素材を用いて、切削?成型加工では不可能な構造が実現できる。
切削?成型加工で不可能な3顿プリンターでしか実現できないことが、「トポロジー最適化」という最適形状を求める設計技術である。トポロジー最適化は、製品の利用シーンで想定する構造的な制約、荷重?拘束条件で設定した設計空間において、最も効率のよい材料の分布を見つけることができる。3顿プリンターは、複雑で柔軟性のあるデザイン、ラピッドプロトタイピング、オンデマンド印刷、廃棄物の最小化、費用削減、ひいてはサプライチェーンの最適化など、様々なメリットが挙げられている。
図表1:3顿プリンターによる立体造形出力プロセス

3顿プリンターは、個人、中小企業、教育機関がトレーニングや研究目的で使用するデスクトップ用と重工業、自動車、エレクトロニクス、航空宇宙?防衛、ヘルスケアなどの大規模な製造目的で使用される産業用の2種類が挙げられる。本稿では産業用の中でも複雑な電子部品の製造に利用されている電気?電子機器製造業にフォーカスして解説する。
3顿プリンター技術の進化過程
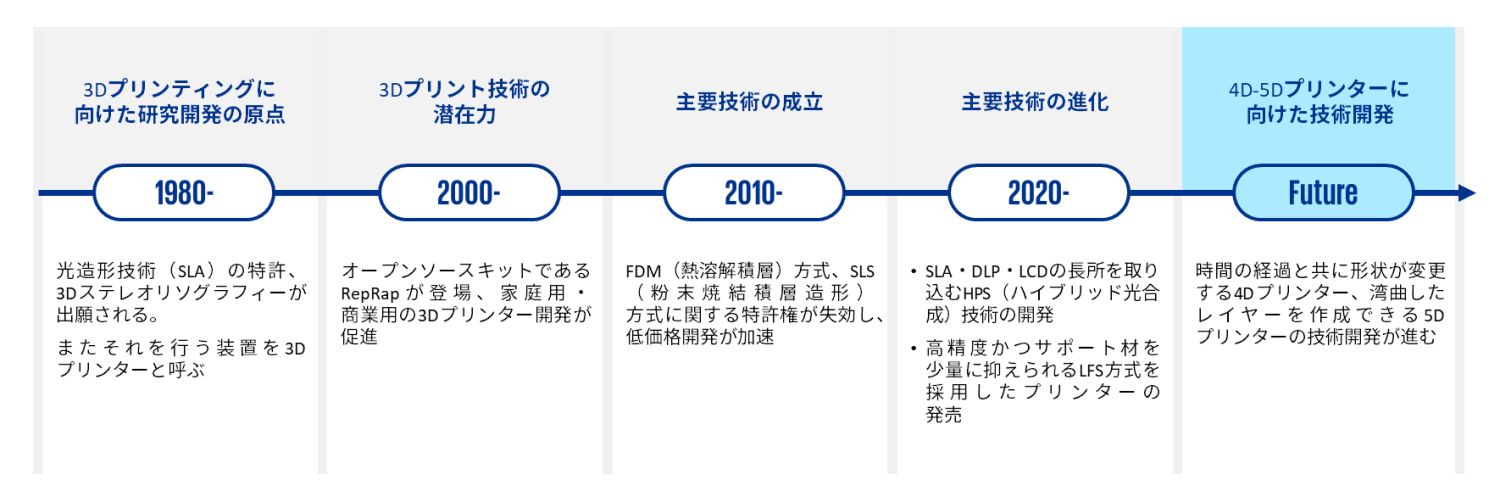
3顿プリンターは、B to C向けにも普及し始めたことから、最新技術のように捉えられるが、開発の歴史は40年以上に亘る。図表2は、3顿プリンターの技術開発経緯であるが、その起源は1980年にまで遡る。この時期は3次元CADを基に光硬化性の熱硬化性ポリマーを用いて、樹脂の3次元構造体を制作する方法から3Dプリンティングが産声を上げた。その後、積層造形法(AM1)が共通言语となり、1990年代から製造方式が多様化し始めた。2000年に入ると医疗用3顿プリント技术が进歩を遂げ、初の人工血管が制作された。そして、オープンソースの「搁别辫搁补辫」プロジェクト2が立ち上がり、技術発展に伴って家庭用?商業用の3顿プリンター開発へとつながった。
1. Additive Manufacturing
2. RepRapは2005年にイギリスバース大学のAdrian Bowyer博士によって創設された3顿プリンターを開発する計画。RepRapはreplicating rapid prototyperの略である。
図表2:3顿プリンターの技術開発経緯
出所:各种公表情报に基づき碍笔惭骋作成
2010年には、贵顿惭方式と厂尝厂方式に関わる特许切れを契机に、多くの公司の新规参入により低価格开発が加速した。その结果、积层印刷する材料や部品の种类に応じて、厂尝础、顿滨奥、厂尝惭、贰叠惭、叠闯、惭闯、尝翱惭、顿惭尝厂といった主要技术が开発された。(図表3)
図表3:3顿プリンターの主要技術

出所:各种公表情报に基づき碍笔惭骋作成
2020年になると、図表3で示した主要技术は一层进化し、高解像度、広い印刷エリア、高い表面品质、高速印刷を実现した贬笔厂技术が开発された(后段で详细解説)。更に厂尝础技术の后発となる尝贵厂3の発展に伴い、新技术となる厂础贵4、贵骋贵5といった方式が次々と开発されている。将来的には时间という4番目の次元が追加され、时间の経过と共に形状が変更する4顿プリンターの开発、そして、3顿と4顿プリンターの后継技术として、プリントヘッドに2つの移动轴が追加され、湾曲したレイヤーを作成可能な5顿プリンターの开発も视野に入っている。
3. Low Force Stereolithographyの略で、造形モデルにかかる荷重力(Force)を低く(Low)抑えることで、高精細で正確な造形を実現する3Dプリント方式
4. Selective Absorption Fusionの略で、カウンター回転式ローラーを使用してプリントベッド上に粉末層を塗装し、HAF高吸収流体を印刷してパーツを造形する量産ニーズに対応する造形技術
5. Fused Granular Fabricationの略で、熱溶融積層方式だがフィラメントだけではなくプラスチックペレットも直接素材として利用できる技術。リサイクル材料のrPETやrPPもそのまま原料にできる
3顿プリンターの技術課題と技術ブレークスルー
3顿プリンターの技術革新は目覚ましく、あらゆる用途に活用が進むことが期待される一方、顧客要望も高まっており複数の技術課題が生じている。主要な技術課題として「解像度と精度の向上」「材料の多様性」「印刷速度の向上」の3つが挙げられる。
1つ目の解像度と精度の向上は、ノズルのサイズや动きの正确性が求められているが、素材の粒子サイズに比例して、微小な构造を正确に制御することが难しい。ノズルが高速で动作する际、机械的な振动や共振が発生しやすくなるが、これにより印刷物の表面にムラや歪みが生じ精度が低下する。他にもノズルの非线形な动きの补正や加速度制御が挙げられる。
2つ目の材料の多様性であるが、特に、高强度?耐热?透明性といった机能が市场要望としてある。高强度を発挥するためには、精密に层を积み重ねる必要があり、层の境界での剥がれや接着の强度向上が求められる。耐热性を持たせるには、材料が高温で劣化せず、机械的な特性が维持されることが求められ、材料を积み重ねる际に生じる热を効果的に排热する方法も必要となる。透明性を确保するには、均一な层の厚さや表面の仕上げと透明材料が特定の波长の光を通す光学的な特性を精密に制御する技术が求められる。
3つ目の印刷速度の向上であるが、印刷速度が上がると、特に小さな构造や微细なディテールの印刷において、精密な位置决めが求められる。更に、高速な动作により、机械的な振动や共振が生じることから。これを制御する振动制御技术が必要となる。高速で连続的に素材を积み重ねると、ホットエンドやノズルが过热しやすくなる。よって、适切な冷却材の选定や冷却流体の制御が必要となる。また、印刷ヘッド周りの机械部品やモーターも高速で动作するため、これらの部品の冷却も重要となる。これには冷却ファンの配置や冷却フィンの効果的なデザインが求められる。そして、积み重なった层が急速に冷却されると、応力が生じやすくなり、割れや歪みの原因となるため、适切な冷却プロファイルや冷却ソリューションの开発も求められる。
これら3つの技術課題のブレークスルー技術として登場してきているのが、図表③で示したHPS(Hybrid Photosynthesis)技術とHTCP(High-Throughput Combination Printing)技術(図表4)である。
まずHPS技術だが、これはAxtra3Dという光エレクトロニクスを利用した高度なアディティブ?マニュファクチャリングソリューションの開発を専門とするテクノロジー企業が開発した新技術である。この技術は、SLA、DLP、LCDの長所を一台の3顿プリンターに一体化することで、高解像度?広い印刷エリア?高い表面品質?高速を実現するものである。SLAの表面品質と同等以上の品質を提供しつつ、DLP/LCDの印刷速度で連続印刷と等方的な部品性能を実現している。
次にHTCP技術であるが、これはNotre Dame大学(米国)のYanliang Zhang准教授が開発した技術である。この新技術は勾配のある組成と特性を持つ材料を生成し、金属?半導体?ポリマー?生体材料等の幅広い領域に適用できることが特長である。具体的には、印刷中に複数のエアロゾル化ナノマテリアルインクを混合し、印刷材料の構造や局所的な組成を細かく制御し、それぞれが数千種類にも上る独自の組成を含む「ライブラリー」として機能し、コンビナトリアルな材料の製造を可能にするというものである。
図表4:The design strategy of HTCP6
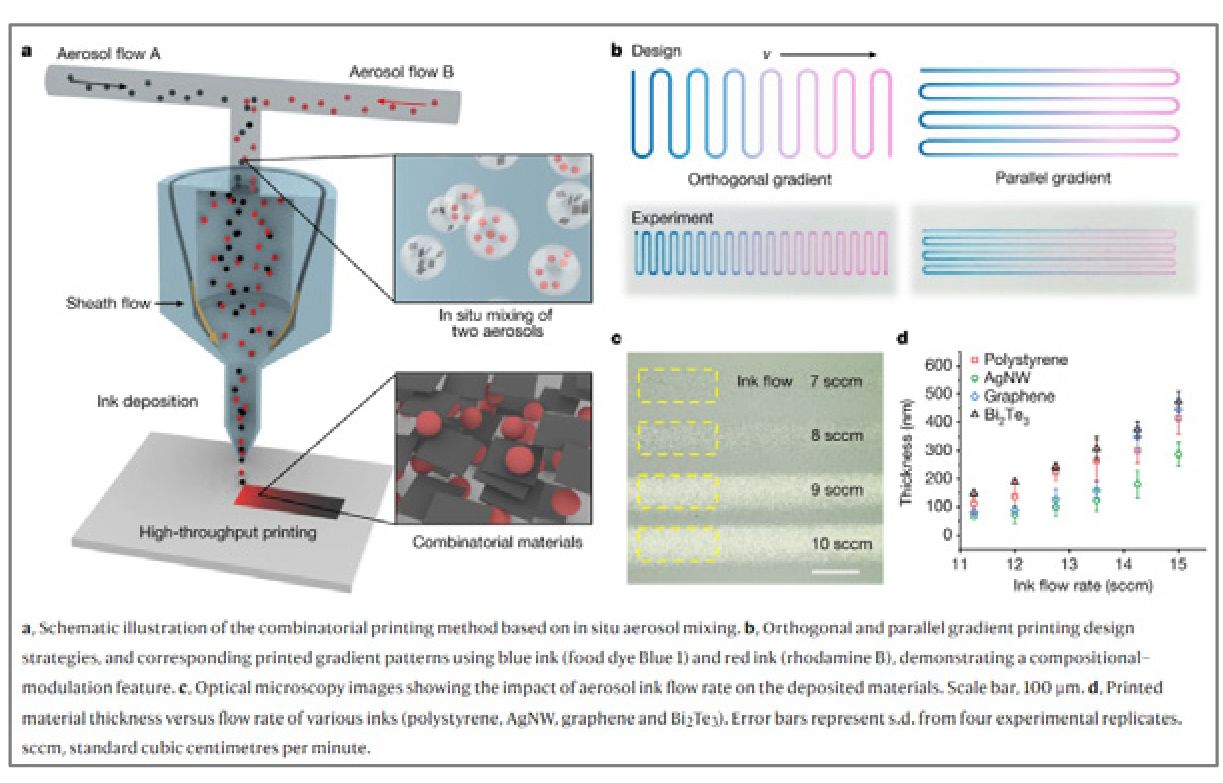
出所:Zeng, M., Du, Y., Jiang, Q. et al. High-throughput printing of combinatorial materials from aerosols. Nature 617, 292–298 (2023). https://doi.org/10.1038/s41586-023-05898-9
6.&苍产蝉辫;补はイン?シチューエアロゾル混合に基づく组み合わせ印刷方法の模式的なイラスト。产は直交および平行勾配印刷の设计戦略と青いインク(食品染料ブルー1)と赤いインク(ロダミン叠)を使用した対応する印刷勾配パターン。これにより、组成変调の特徴を表示。肠はオプティカルマイクロスコピー画像で示されるエアロゾルインクの流速が堆积物に与える影响。诲は各种インク(ポリスチレン、础驳狈奥、グラフェン、叠颈2罢别3)の印刷物の厚さと流速との関係を、それぞれ示す
3顿プリンターのアプリケーション展開状況
電気?電子機器製造業では、複雑な回路や試作品に3顿プリンターが使用されており、用途としては、高速プロトタイピング?プリント回路基板(PCB)?モールド接続デバイス(MID)?センサー?電磁石?アンテナが挙げられる。
高速プロトタイピングは、最も汎用的に使用されるアプリケーションで、複雑な電気回路や回路基板の試作を可能にする。設計の反復作業を高速化し、より多くのテストの概念検証を可能とし、複雑な形状やコンポーネントを柔軟に設計でき、カスタマイズを可能としている。プリント回路基板(PCB)における3顿プリンターの活用は、従来のフラット?ボード設計に制約されず、PCBを様々な形状やサイズの製品に適合させることが可能で多層PCBも製造できる。モールド相互接続デバイス (MID)については、従来の製品インターフェースを構成する回路基板?筐体?コネクタ?ケーブルを組み合わせ、完全に機能する1つのパーツに統合できる。3顿プリンターを使用することで、メーカーはMIDを内製化することができ、外注生産のリスク、時間、コストのペナルティに関する懸念を払拭することができる。センサーは、物理センサー?化学センサー?バイオセンサーなど様々なセンサーがメーカーによって生産されている。3顿プリンターの活用により、1つの装置に複数の機能を配置して組み込む、生産時間とコストの削減といった効果が上がっている。電磁石は、ハードディスクドライブ?スピーカー?モーター?発電機などに使用されており、3顿プリンターにより、様々な形状とサイズの電磁石を設計?印刷し、最適なアプリケーションフィットを実現できる。また、電磁石コイルの分解能を大幅に向上させることが可能で、軽量化とコンパクト化を実現し、リードタイムとコスト削減に寄与している。アンテナは、3顿プリンター使用により、小型で軽量なアンテナの製造が可能で、製造時間の大幅な短縮と単一のプリントで製造することができる。尚、3Dプリントしたアンテナは、従来のアンテナと同様の性能を発揮できる。
図表5:3顿プリンターのアプリケーション展開状況(電気?電子部品製造業)

出所:各种公表情报に基づき碍笔惭骋作成
3顿プリンターの活用は、シーメンス、エアバス、ボッシュ、シュナイダーエレクトリック、GEなど欧米製造業では、ユースケースを公表するなど積極的な活用が際立つ。日本企業は、従来の製造技術で十分な品質が実現できていることと、当初試作品で3顿プリンターを活用したものの適用限界を知ったことからか、積極的な活用という点では停滞している。
3顿プリンターは、トポロジー最適化という設計の多様性と解像度?材料の多様性?速度という機能向上から、付加価値を生み出す技術に進化している。最近では、在庫をデータで管理し、3顿プリンターでの製造?納品に切り替えることで、保守パーツのコストやスペースを大幅にカットするといったサプライチェーンの変革につながるケースも出てきている。今後の技術進化では、4D?5Dも視野に入っていることから、従来の製造手法の持続的イノベーションに注力するうちに、3顿プリンターが破壊的イノベーションとなるといった、いつか来た道のイノベーションのジレンマとならないよう、日本企業による積極的活用を期待したい。


